-

重庆哈科科技有限公司
主营:光谱仪,轮廓仪,圆柱度仪,在线检测仪,自动装配机 - 18969619977

重庆哈科科技有限公司
主营:光谱仪,轮廓仪,圆柱度仪,在线检测仪,自动装配机 12
12
电解抛光与机械抛光相比,有许多优点。1)软的金属材料机械抛光易出现划痕,需要用精细的抛光方法和熟练的抛光技术,才能得到好的抛光面,而用电解抛光则很*得到一个无擦划残痕的磨面;2)电解抛光对某些金属材料,经试验一旦确立了抛光规范,用简单的操作技术就能得到好的磨面。而且重演性好;3)电解抛光不产生附加的表面变形,易消除表面变形扰动层。4)对于较硬的金属材料用电解抛光法比机械抛光法快得多;5)电解抛光有灵活可变的适应性,能够抛光不同形状、大小的试样,对面积较大,多面的或非平面的试样进行局部点的抛光,抛光技术上,困难较小。
尽管电解抛光有许多优点,但现在仍不能完全代替机械抛光。因为电解抛光对金属材料化学成份的不均匀性、显微偏析特别敏感。所以具有偏析的金属材料难于进行电解抛光,甚至于不能进行电解抛光。含有夹杂物的金属材料,如果夹杂物受电解液浸蚀,则夹杂物部分或全部被抛掉;如果夹杂物不被电解液浸蚀,则夹杂物保留下采在试样表面上突起。两相金属材料如果两个相的电化学性差别很大,则电解抛光产生浮雕。惰性相抛光较小,因此有点突起形成浮雕。
有些材料需要长的电抛光时间,长时间的抛光,表面出现波纹和棱角的圆滑化。减小这些作用,电解抛光前的磨光应尽量减少表面层缺陷,或者电解抛光前,略微进行机械抛光,会得到好的效果。
电解液组分
抛光材料
抛 光 规 范
备注
电流密度(A/cm2)
时 间
电解液温度
磷酸38%(体)
53%(体)
蒸馏水9%(体)
不锈钢
0.5~1.5
3~7分
50~100℃
i≈1A/cm2,5分较佳
纯铜
0.1~0.25
3~10分
15~30℃
i≈0.22A/cm2,5分较佳
高氯酸(比重1.2) 20%(体)
10%(体)
酒精70%(体)
不锈钢
i≥1.5
~15秒
低于50℃
1.要求有较高的槽压 2.电解溶液不得**过50℃,**过有危险
碳钢
1.25~2.5
~15秒
铝等
i≥0.5
5~10秒
磷酸100ml 6ml
铜 铜合金
0.1~0.15
5~10分
15~30℃
电解液温度高表面易氧化
磷酸88ml
12ml
铬酐6克
铝
1~2
1~1.5分
70~90℃
磷酸100ml 铬酐6克
不锈钢
0.5~2
60~80℃
奥氏体钢4~6分.马氏体、珠光体钢2~3分
合金钢 碳钢
i≈0.3
60~70℃
蒸馏水400ml
1.84)600ml
不锈钢 纯铁
镍阴极 1.5~6V
2~5分
蒸馏水830ml
CrO 3 620ml
不锈钢 高合金钢
镍阴极 5~9V
2~10分
蒸馏水 300ml
磷酸(1.71)700ml
铜及铜合金(锡青铜除外)
Cu阴极 1~2V
5~15分
抛光后在20%磷酸水溶液中冲,也用于不锈钢的电解抛光
蒸馏水 300ml
磷酸(1.71)670ml
1.84)100ml
铜及铜合金
Cu阴极 2V
15分
氢氧化钠 100g
蒸馏水100ml
铅
30~60mA/cm2 石墨阴极
8~10分
4.1 将100g符合GB/T 9854的优级纯草酸溶解于900mL蒸馏水或去离子水中,配制成10%草酸溶液。
成 分
使用方法及注意事项
用 途
冰醋酸 10份
过氧酸 10份
<20℃使用,抛光2min以上。配制时过氧酸缓慢加入冰醋酸中
适用于钢和铸铁
冰醋酸 775mL
酐 75g
钠 150g
<30℃使用,抛光10min以上
适用于钢和铸铁
三氧化铬 10g
水 100mL
电解浸蚀,30~90s
显示除铁素体晶界外的其他组织
磷酸 90mL
酒精 10mL
10~20V,20~60s
显示铜及其合金
过氧酸 20mL
酒 精 80mL
<40℃使用,5~15s
适用于钢铁及有色金属等
10mL
甲醇 90mL
先加甲醇后加
适用于耐热合金等
磷酸 88mL
12mL
铬酐 6g
70~90℃使用,1~1.5min
铝
4.2 对含钼钢种在难以出现阶梯组织时,可以用100 g符合GB/T 655分析纯的过*铵溶解于900mL蒸馏水或去离子
水中,配制成10%过*铵溶液代替10%的草酸溶液
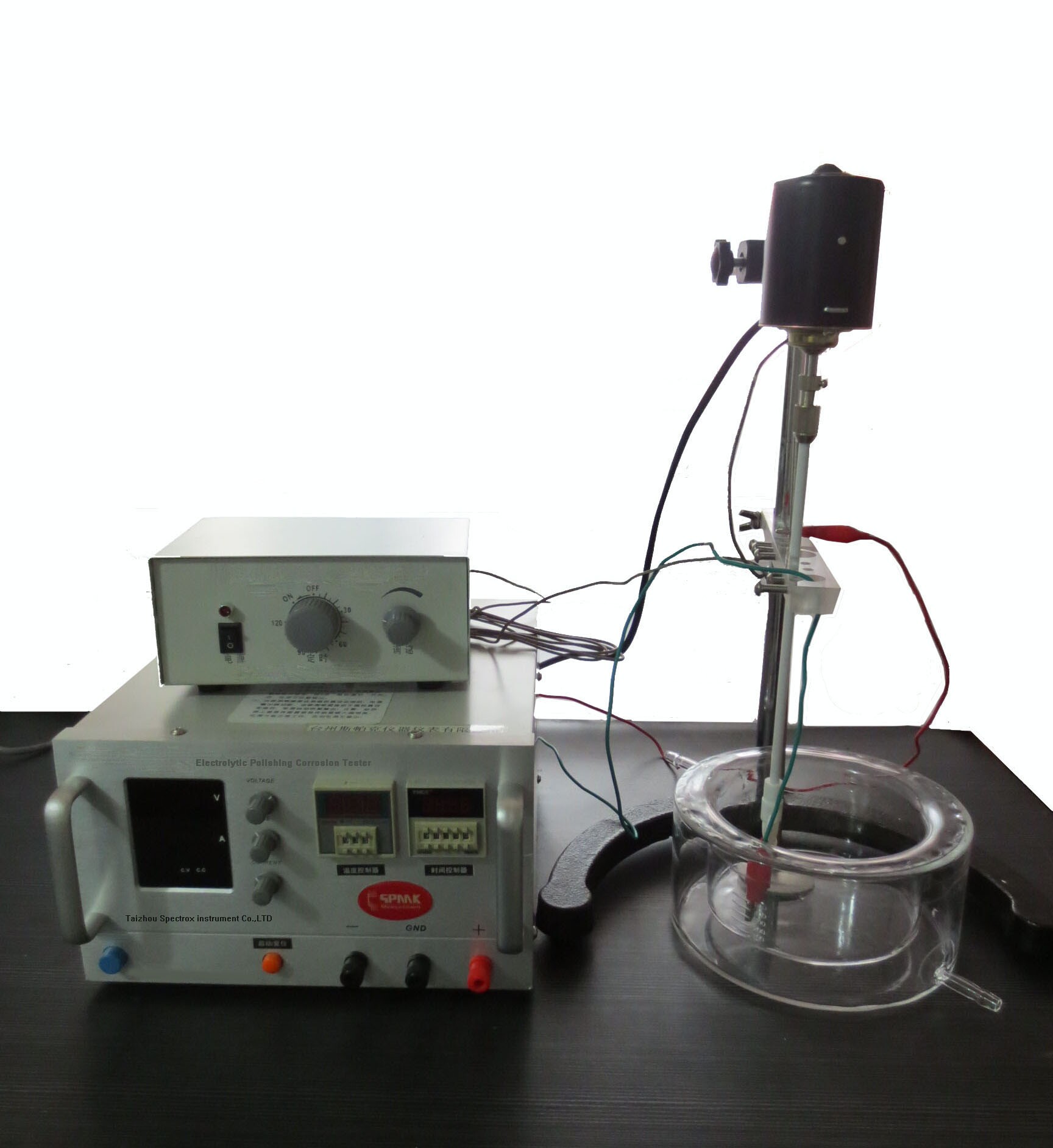
5 试验仪器和设备